Ceramic materials have excellent properties such as high strength, high hardness, low density, low expansion coefficient, wear resistance, corrosion resistance, heat insulation and good chemical stability. They have been widely used in aerospace, petrochemical, instrumentation, machinery manufacturing and New engineering materials in the nuclear industry and other fields. However, due to the high brittleness, low fracture toughness and the close relationship between the material's elastic limit and strength, the ceramic material is difficult to process. If the processing method is slightly improper, it will cause damage to the surface layer of the workpiece, which is difficult to achieve. High precision, high efficiency and high reliability processing limit the further expansion of the application range of ceramic materials. In order to meet the growing demand for the development of brittle materials such as fine ceramics, optical glass, crystal, quartz, silicon wafer and enamel sheet in recent years, on the basis of the more mature ceramic material processing technology, further research and development of high precision, Ceramic materials processing technology with high efficiency and high surface integrity is particularly urgent.
Ceramic material processing technology
The processing of metal materials can select different processing methods according to the types of materials, workpiece shape, processing accuracy, processing cost, processing efficiency and the like. For ceramic materials, due to their special physical and mechanical properties, they can only be processed by grinding methods. With the development of mechanical processing technology, ceramic materials can be processed by various processes similar to metal processing.
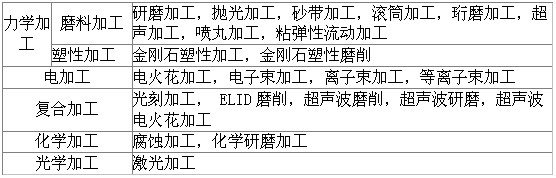
At present, the more mature ceramic material processing technology can be divided into mechanical processing, electrical processing, composite processing, chemical processing, optical processing and other five categories, see the table below.
Main processing method of ceramic materials
1) Machining
The cutting of ceramic materials is not only suitable for semi-sintered ceramics, but also for fully sintered ceramics. The machining of the semi-sintered ceramics is to minimize the machining allowance of the completely sintered ceramics, thereby improving the processing efficiency and reducing the processing cost. Japanese researchers used various tools to perform cutting tests on Al2O3 ceramics and Si3N4 ceramic semi-sintered bodies at different temperatures. In the test, according to different processing requirements, dry cutting and wet cutting methods were adopted, and valuable research results were obtained.
Some foreign researchers have conducted experimental research on the machining of fully sintered ceramics. Japanese researchers used polycrystalline diamond tools to cut Al2O3 ceramics and Si3N4 ceramics. It was found that coarse-grained polycrystalline diamond tools wear less during the cutting process and have better processing results. When cutting ZrO2 ceramics with diamond tools, The effect is similar to when cutting metal. They also discussed the problem of ceramic plastic cutting limit, pointing out that when the critical cutting depth apmax = 2μm of Al2O3 ceramic, apmax = 1μm of SiC ceramic, apmax = 4μm of Si3N4 ceramic (when ap>apmax, ceramic material will produce brittle failure; ap < When apmax, it is plastic flow cutting). Researchers in the United States conducted a series of diamond turning tests on single crystal crucibles, successfully achieving plastic ultra-precision turning of brittle materials, and proposed a formula for calculating the critical cutting thickness. The use of diamond tools to cut brittle materials and obtain high-quality machined surfaces is a new technology developed over the past decade, often referred to as ultra-precision turning of brittle materials.
2) Grinding and polishing
Grinding and polishing processing is a super-finishing method that uses a free abrasive to finely remove the surface material to be processed to achieve a processing effect. In the ultra-finishing and finishing of ceramic materials, especially in the precision machining of ceramic balls for ceramic bearings, grinding and polishing have an irreplaceable position. Optical materials such as optical glass and sapphire, semiconductor materials such as silicon wafers and GaAs substrates, and mirror processing of ceramic materials such as Al2O3 ceramics and Si3N4 ceramics are mostly processed by grinding and polishing. From the viewpoint of material removal mechanism, the grinding process is a processing method between brittle fracture and elastic removal, and the polishing process is basically performed within the elastic removal range of the material. Grinding and polishing processing are generally used only in the final process of superfinishing because of the small amount of material removed and low processing efficiency. The material removal rate of grinding and polishing has a great relationship with the toughness of the material to be processed. The higher the toughness, the lower the processing efficiency.
3) ELID grinding
ELID grinding technology is a new grinding process proposed by the Japanese Institute of Physical Chemistry in 1987 by Omori Seiko. The basic principle is to use the online electrolysis to trim the metal-based grinding wheel, that is, during the grinding process. The electrolytic grinding fluid is poured between the grinding wheel and the tool electrode and a DC pulse current is applied to gradually remove the metal bond of the grinding wheel as an anode, so that the abrasive particles not affected by the electrolysis protrude from the surface of the grinding wheel, thereby realizing The dressing of the grinding wheel and the sharpness of the grinding wheel are always maintained during the processing. ELID grinding technology successfully solves the problem of metal-based super-hard abrasive wheel dressing, and the micro-trimming effect of on-line electrolysis keeps the ultra-fine-grained grinding wheel sharp in the grinding process, creating a stable ultra-precision grinding. Favorable conditions.
Japanese researchers used a #8000 (maximum abrasive particle diameter of about 2 μm) cast iron-based diamond grinding wheel to grind the silicon wafer to obtain a high-precision surface with a maximum surface roughness of 0.1 μm. The same machining results are achieved by precision grinding of ceramic materials using bronze-based grinding wheels. Harbin Institute of Technology uses ELID grinding technology to achieve mirror surface grinding of brittle materials such as cemented carbide, ceramics and optical glass. The surface quality of grinding is greatly improved compared with ordinary grinding wheel grinding under the same machine conditions. The surface roughness Ra value has reached the nanometer level, and the grinding surface roughness of the silicon crystallized glass can reach Ra0.012 μm. This indicates that the ELID grinding technology can achieve super-finishing of the surface of the brittle material, but the electroless material on the surface of the grinding wheel or the surface layer of the grinding wheel is still pressed into the surface of the workpiece during the processing to cause surface glazing and electrolytic grinding. Problems such as changes in liquid ratio have yet to be further studied and resolved.
4) Plastic processing
The traditional material removal process can be generally divided into brittle removal and plastic removal. In the brittle removal process, material removal is accomplished by crack propagation and intersection; plastic removal is the production of plastic flow of the material in the form of sheared chips. For metal processing, the plastic cutting mechanism is easy to implement, and for brittle materials such as engineering ceramics and optical glass, the use of traditional processing techniques and process parameters will only lead to brittle removal without significant plastic flow, cutting beyond the strength limit. Under the action of force, the particles of the size of the material undergo brittle fracture, which will undoubtedly affect the quality and integrity of the surface being processed. It can be known from the processing practice that when processing brittle materials such as ceramics, plastic cutting can be achieved with a very small depth of cut, that is, the material removal mechanism can be changed from brittle failure to plastic deformation under minute removal conditions. Recent advances in ultra-finishing technology have enabled the processing feed to be controlled at a few nanometers, making it possible for the main removal mechanism of brittle material processing to change from brittle failure to plastic flow. The plastic chip deformation process can significantly reduce the subsurface (surface) damage. This new processing technique for hard and brittle materials is called plastic processing.
In recent years, many scholars have applied the diamond grinding method to systematically study the relationship between the theory and process of brittle material plastic grinding, brittle-plastic transition, material properties, cutting force and other parameters. The research focus is on the plasticity of the machined parts. Means surface formation mechanism and geometric accuracy, including research and development of related machine tools and grinding wheel technology. In 1991, researchers at the National Physical Laboratory of the United Kingdom first used the tetrahedral (Tetraform) structure and applied a well-engineered damping mechanism to design the main structure of the machine tool, and developed the world's first Tetraform-1 ultra-precision grinding machine. . A large number of plastic grinding tests were carried out on the ceramic, silicon wafer and single crystal quartz specimens using the grinding machine, and high-quality samples were obtained, which were characterized by: (1) a relatively large depth of cut (up to 10 μm) could be used. (2) high surface geometry accuracy, almost no running marks around the test piece; (3) machine tool can grind high quality test pieces without environmental isolation; (4) subsurface damage depth is only traditional grinding 1% to 2%, even less than the effect of polishing on optical components. Based on the Tetraform principle, in 1995, Fra-zer-Nash Consulting Co., Ltd. and Granfield Precision Engineering Co., Ltd. jointly developed the Tetraform-2 multi-function grinding machine. The development trend shows that the plastic processing technology of brittle materials has great application potential in the field of super finishing.
5) Ultrasonic machining
Ultrasonic machining is the application of ultrasonic vibration on a processing tool or a material to be processed. A liquid abrasive or a paste abrasive is added between the tool and the workpiece, and the tool is pressed against the workpiece with a small pressure. During processing, due to the ultrasonic vibration between the tool and the workpiece, the abrasive particles suspended in the working fluid are forced to continuously impact and polish the surface to be processed with a large speed and acceleration, plus cavitation and overpressure effects in the processing area. Thereby a material removal effect is produced. Ultrasonic processing combined with other processing methods has formed various ultrasonic composite processing methods, such as ultrasonic turning, ultrasonic grinding, ultrasonic drilling, ultrasonic thread processing, ultrasonic vibration honing, ultrasonic grinding and polishing.
The ultrasonic composite processing method is more suitable for the processing of ceramic materials, and the processing efficiency increases as the brittleness of the material increases. Researchers in Japan have studied the ultrasonic grinding of ceramic materials, which has nearly doubled the processing efficiency of ceramic materials. When they process Al2O3 ceramics and ZrO2 ceramics, they simultaneously apply ultrasonic vibrations on the tool and the workpiece. The processing efficiency is improved by 2 to 3 times; ultrasonic vibration is applied to the drill bit for deep hole processing, which greatly improves the surface quality of the hole and the roundness of the hole. In China, Xin Zhijie and others from North China Institute of Technology conducted research on ultrasonic vibration honing technology and developed an ultrasonic vibration honing device, which is characterized in that the grinding disc excites bending vibration (the disc vibration frequency is 20 kHz, the amplitude is about 15 μm), and the honing Both the rod and the honing head do not vibrate. Preliminary experiments on ultrasonic vibration honing of 710 steel, aluminum, titanium tubes, etc. show that the processing efficiency is significantly improved, and precision holes with high precision, high surface quality and high wear resistance can be obtained. This technology has great potential in high-efficiency finishing of hard and brittle materials such as ceramics and optical glass.
In the study of high-efficiency machining methods for precision ceramic balls for ceramic bearings, it was found that the ultrasonic vibration grinding method can improve the processing efficiency and surface quality. The method is that on a conventional ball grinder, two electro-transducers are used to excite the non-rotating upper disc in the horizontal tangential direction of the upper disc by the magnifying rod (longitudinal vibration), so that the upper disc is subjected to torsional vibration, and the contact is studied. The disk vibration frequency was 21 kHz and the amplitude was 15 μm. During processing, due to the ultrasonic vibration between the grinding disc and the ceramic ball, the abrasive grains are forced to rotate sharply and continuously hit the processing surface with a large speed and acceleration, thereby producing a processing effect of quickly removing the material. In addition, due to the sharp beating of the small-diameter abrasive grains, the sandblasting strengthening effect is promoted, and the self-forming effect of the surface fine groove, the smoothing of the rough surface, and the generation of residual compressive stress are promoted.
Conclusion
Due to its special excellent properties, ceramic materials can be widely used in special occasions where high-speed, high-temperature, corrosive media and other metal materials cannot meet the requirements. However, due to its high hardness, high brittleness and good wear resistance, it is difficult to achieve high precision. High efficiency and high reliability processing limits its application and development. Each of the above various ceramic processing methods has its own advantages and disadvantages, but cannot be substituted for each other. When processing ceramic materials, select the appropriate processing method according to the type of material, the shape of the workpiece and the accuracy, cost, efficiency and other factors.
In order to achieve precision and super-finishing of ceramic materials, industrial developed countries are working on the research and development of plastic processing technology (cutting or grinding). For example, Japan is developing ultra-abrasive grinding wheel technology, transforming existing precision machine tools or designing new precision machine tools; Germany is mainly engaged in plastic processing mechanism and experimental research of advanced ceramics; the UK focuses on developing ultra-precision plastic processing with novel structure and economy. Machine tools; the United States is the birthplace of the computer industry and modern communications industry, attaches great importance to the plastic processing of semiconductor and optoelectronic components such as silicon wafers, silicon wafers, quartz and optoelectronic glass.
The research and development of new ceramic materials continue to promote and promote the development of ceramic processing technology; on the other hand, the development of ceramic processing technology provides a strong process support for the application of new ceramic materials. At present, there are still many problems to be solved in the processing of ceramic materials. With the continuous improvement and development of processing technology, the application prospects of ceramic materials will be more extensive.
Rectangular Pipe pipe diveded into seamless and weld ,Producing method: Hot rolled or cold formed. seamless square tube is made of seamless tube extrusion process can also be processed through the strip roll is made.Usage industry: Structure pipe in constructions, making machinery and shipping building ,bridge building And so on.
Product:Rectangular Pipe
Size:DN10-DN2500
Materials: Q235B,Q345B,A53-B,A106-B,API5L-B,A106-C,A333-3,A312,ST37/35/52....
Thickness: 2mm-100mm.
Standard:GB6728-2002,JISG3466-88,DIN17100/17123,EN10210-1,BS4360....
Crafts: Rolling, Extrusion, Welding.
Connection: Welding.
Package: Paint, Anti-rust oil, Canvas Packaging, According to customer requirements.
Brand Name: HY
Place of Origin: China (Mainland)
Certification: API 5L.ISO.UKS.SGS.BV
Application: Chemical, Water, Oil and gas, Electricity

Rectangular Pipe
Rectangular Pipe,Rectangular Steel Tubing ,Aluminum Rectangular Tubing,Steel Rectangular Tubing
CANGZHOU HAOYUAN PIPE FITTINGS MFG CO.,LTD , http://www.pipefitting-china.com