The 2in-105MPa emergency unloading valve is an important equipment for oilfield cementing and fracturing operations. It is mainly used in high-pressure systems such as fracturing trucks, cementing trucks and drilling mud pumps. When the system accidentally overpressures, it will automatically open and immediately release the pressure of the system to ensure the safety of the personnel and equipment at the job site. After the system is removed, it will immediately return to its original state.
The product is hard-sealed by high-precision steel ball and stainless steel valve seat. In order to ensure the normal operation of the working equipment, it is required to ensure reliable sealing under the set working pressure, and no leakage is allowed. Therefore, the valve seat is the most important part to determine the quality of the product.
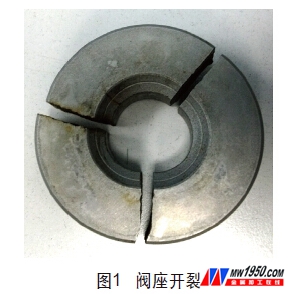
1. Valve seat failure
In the acid fracturing process of the 10 new fracturing trucks in the Jiannan Xindian 2 well, 5 pieces of the emergency charge valve were completely ineffective. After disassembling 4 pieces, it was found that the emergency load valve seat was cracked. In addition, the six emergency load valves returned to the factory were dismantled and found that the five emergency charge valve seats were completely cracked. The valve seat is mostly symmetrical in three pieces, as shown in Figure 1.
2. The fracture surface of the valve seat
From the fracture morphology, most fracture surfaces have no fatigue cracks, no obvious plastic deformation, and the fractures are flush and brittle. The cracks are basically perpendicular to the stress and have strong directionality. as shown in picture 2. After analysis, it is considered that the valve seat failure is cracking caused by stress corrosion.

3. Cause analysis
The valve seat material is 30Cr13, which is martensitic stainless steel. The hardness after heat treatment is 50-55HRC, and the stress in the valve seat is large.
The valve seat also bears a large preload during the operation.
In the acid fracturing process, the commonly used acidified fracturing fluid is hydrochloric acid or earth acid, and the content of hydrochloric acid is up to 28%. When the valve seat is in contact with hydrochloric acid or earth acid in the high-pressure fluid, Cl- in hydrochloric acid destroys the passivation film on the surface of the stainless steel, forming a micro-pit in the corrosion-sensitive part of the valve seat surface, and the pit is trapped in the acid and internal and external stresses. Microscopic cracks occur under the action. When hydrochloric acid penetrates into the crack tip, hydrogen ions are precipitated at the tip and penetrate into the crack front to embrittle the metal.
The crack advances rapidly under the repeated action of corrosion and brittle fracture and stress, and finally the corrosion cracks, and the brittle cracking phenomenon lower than the tensile strength occurs. The stress corrosion of stainless steel is much more concealed and harmful than other corrosion, and often causes major engineering accidents.
4. Methods to prevent stress corrosion
(1) Take necessary measures to reduce residual stress during the manufacturing process.
(2) Selecting the appropriate seat material, while improving the toughness of the core of the valve seat, the surface of the valve seat is modified to form an amorphous corrosion-resistant alloy on the valve seat surface, thereby improving the corrosion resistance of the valve seat. performance.
5. Improvement measures and effects
Due to the strong reducibility of hydrochloric acid, the problem of corrosion of hydrochloric acid has been plaguing researchers. Although Hastelloy can resist corrosion of hydrochloric acid, it is extremely expensive and difficult to be widely promoted. Generally, stainless steel often has little effect in solving this problem. Nickel-phosphorus alloy is a better way to solve this problem. one.
The electroless plating of nickel-phosphorus alloy is an amorphous coating. The amorphous alloy has no crystal defects such as grain boundary and segregation, and has a uniform passivation film. At the same time, the amorphous alloy itself has high reactivity and can form a passivation film quickly. Thereby it has a high corrosion resistance.
(1) Improved solution The seat material is 12Cr13, and the quality of nickel-phosphorus electroless plating on the seat surface is 27~31HRC.
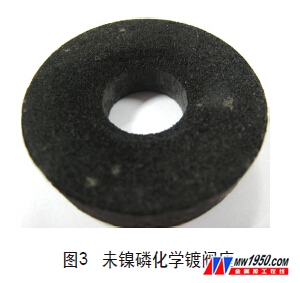
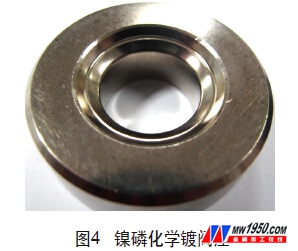
(2) Verification method The valve seat with nickel-phosphorus electroless plating on the surface and the valve seat without nickel-phosphorus electroless plating are simultaneously immersed in the acid fracturing fluid (28% HCl), and after soaking for 72 hours, the valve seat of the electroless nickel-phosphorus plating The surface is honeycombed (see Figure 3), and the surface of the seat on which nickel-phosphorus electroless plating is applied has no etch pits (see Figure 4).
About the author: Feng Ling, the Fourth Petroleum Machinery Factory of Jianghan Petroleum Administration, Institute of Materials Technology.
Cable Ladder Roll Forming Line
Forming Machine,Cable Ladder Roll Forming Line,Cable Ladder Roll Forming Machine,Industrial Cable Ladder Machine
Xinxiang Tianfeng Machinery Manufacture Co., Ltd. , https://www.tfrollforming.com