The 30991.10 beam is the most important steel structure in the Russian project and the most stringent quality. After the production, the product is undertaken by our metal structure branch. After receiving the task, we theoretically analyzed the structural characteristics, as well as the constraints and processes of the mutual stress between the welds, and combined the actual process to ensure the quality requirements of the 30991.10 beam.
1. Structural characteristics and analysis of mutual stress between welds
The beam is integrally formed by the upper and lower cover plates and the middle four wing plates, and each double end is covered by a steel plate to form a cavity, and the specific structure thereof is as shown in FIG.
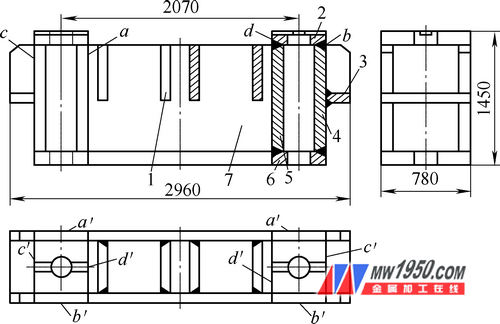
figure 1
1. Vertical board A 2. Upper board 3. Support board 4. Vertical board C 5. Main board B 6. Lower board 7. Lower main board
Since the overall assembly is increased in rigidity, the four wing welds are integral with the closed weld around the cavity end plates, and each weld will produce a great tensile force for each weld. Therefore, the welding deformation is caused, the root gap is reduced or no gap, and the root penetration and the edge of the groove are not welded and the welding defects are not formed.
2. Beam welding process
According to the above analysis, the beam welding process of the beam is as follows:
(1) The following main board is the reference group opposite board B and vertical board C, and then the upper board is connected with the connecting board, and the gap is 5~6mm, so that the vertical board B and the vertical board C form a free state, as shown in Fig. 2. Show.
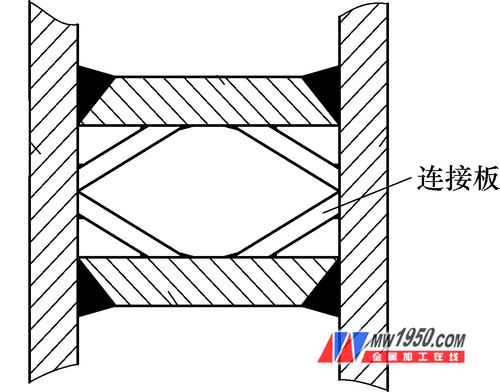
Figure 2 Group welding process
(2) Welding welds a, b, as shown in Figure 1, preheating before welding, cleaning the weld bead. After the welding amount reaches 1/3 of the weld, the welds c and d are welded to 1/2, and then the welds a and b are all welded, and then c and d are welded.
(3) Ultrasonic inspection of welds a, b, c, and d as required, after the inspection is qualified, the upper and lower plates are paired, and the end faces of a, b, c, and d welds are cleaned before the pair.
(4) The welded upper plate, the lower plate and the main body form a square closed ring weld, and the ring weld is divided into two welds a' and b' symmetrically, and the weld a' is first welded to reach the weld 1/3. Then, the weld bead b' to 1/2 is welded, and then the weld a' is completely welded, and then b' is welded. After welding the a', b' welds, the welds c', d' are continuously welded.
(5) Using carbon arc gouging to clean the joints between the ends of weld a, b, a', b' and the weld of the groove, obtain a good welding state, and then weld c', d' and vertical plate A respectively. Support plate.
3. Selection of welding parameters
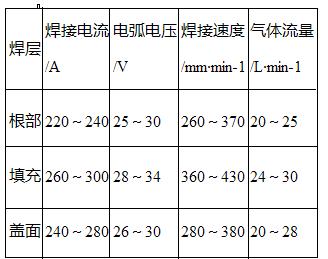
The material of the beam is Q345B. We use CO2 gas shielded welding method. The welding material is ER50-6, φ1.2mm welding wire. Based on the welding procedure qualification, we select the welding parameters as shown in the attached table.
Welding parameters
4. Ultrasonic flaw detection standard and post-weld effect
After welding, the product shall be tested for 100% ultrasonic flaw detection on the weld by GB/T 11345-1989 B and Class I according to the design requirements, once qualified.
5 Conclusion
30991.10 The beam passed the reasonable welding sequence and adopted reasonable welding parameters, and the welding was qualified once, which met the design and standard requirements and laid the foundation for the production of similar products in the future.
The hardness and density of tungsten are applied in obtaining heavy metal alloys. A good example is high speed steel, which can contain as much as 18% tungsten. Tungsten's high melting point makes tungsten a good material for applications like rocket nozzles, for example in the UGM-27 Polaris submarine-launched ballistic missile. Tungsten alloys are used in a wide range of different applications, including the aerospace and automotive industries and radiation shielding.Superalloys containing tungsten, such as Hastelloy and Stellite, are used in turbine blades and wear-resistant parts and coatings. Quenched (martensitic) tungsten steel (approx. 5.5% to 7.0% W with 0.5% to 0.7% C) was used for making hard permanent magnets, due to its high remanence and coercivity, as noted by John Hopkinson (1849 - 1898) as early as 1886. The magnetic properties of a metal or an alloy are very sensitive to microstructure.
Tungsten Machined Parts,Tungsten Parts,Tungsten Products,Tungsten Carbide Products
Marie Jay's Metal Products Co., Ltd , http://www.mariejmetals.com